
Osnove lepljenja i ispitivanja inženjerskih proizvoda od masivnog drveta
Uvod
Furniri su bili poznati još starim Egipćanima pre oko 3000 godina pre n.e. Dokazi za to pronađeni su u obliku reljefa na muralima u Dolini Kraljeva, koji prikazuju majstore koji klečeći lepe furnire na podlogu, i to pomoću vreća sa zagrejanim peskom i pod pritiskom. Oni su koristili sekiru i poseban alat-teslu za izradu i oblikovanje furnira. Tada nastaju prvi lepljeni slojeviti proizvodi od drveta. Egipćani su uvozili furnirske trupce iz Sirije i Libana, uključujući kedar, sandalovo drvo, kao i ebonovinu iz istočne Afrike. Koristili su se još jasen, bukva, šimšir, brest, jela, javor, hrast, bor, šljiva i tisa. Furnirski umeci pronađeni su na sarkofazima koji datiraju još 3500 godina pre n.e. (slika 1).
Slika 1: Prvi zapisi o lepljenju drveta, Egipat 3000 godina pre n.e.
Kasnije, u klasičnom Grčko-Rimskom periodu između 500. godine pre n.e. i 500. godine n.e. tehnike furniranja su dalje razvijane. Furniri su se zvali sectiles laminae. Poseban napredak načinjen je u četvrtom i trećem veku kada su Rimljani uvozili drvo iz udaljenih provincija Carstva, posebno je cenjeno drvo sa padina planine Atlas u Maroku. Štitovi rimskih Legija napravljeni su od zakrivljene troslojne ploče (slika 2).

Slika 2: Štit rimskih Legija od troslojne zakrivljene ploče
Kasnije, za vreme II svetskog rata, u vreme povećanih potreba za furniskim i ostalim slojevitim pločama u avijaciji i brodogradnji, nastaju prvi sintetički lepkovi, čime je stvorena osnova za industrijsku proizvodnju u pravom smislu. Prva teorijska istraživanja procesa lepljenja drveta počinju otprilike pre 75 godina, pri čemu su istraživani mehanizmi hemijskih reakcija, načini pripreme drvenih površina kao čvrstoća i trajnost lepljenih spojeva. Međutim, u praksi se i dalje koristio metod pokušaja i ispravljanja grešaka.
Osnove lepljenja drveta
Proces lepljenja drveta je u svojoj osnovi mnogo kompleksniji nego lepljenje drugih materijala. Razlog je velika varijacija anatomskih elemenata drveta. Sa traheidama, parenhimatičnim ćelijama, vlaknima libriforma, sudovima, smolnim kanalima i sržnim zracima koji variraju u strukturi ranog ili kasnog drveta, srčevine ili beljike, supstrat koji se lepi postaje izuzetno kompleksan i varijabilan. Ovo se sve dešava u okviru jedne vrste drveta, a u okviru različitih vrsta drveta to postaje još izraženije, zbog razlike u samoj njihovoj ćelijskoj strukturi. Kada se tome doda različita distribucija vlažnosti drveta, kvalitet obrade pre lepljenja i ostali faktori, postaje jasno zašto je ovaj proces toliko složen i zašto svakoj vrsti drveta treba pristupiti posebno.
Visoka čvrstoća i trajnost lepljenog spoja zavisi od razvoja interakcije spoja drvo-lepak i ravnomerne raspodele unutrašnjih i spoljašnjih sila tokom eksploatacije lepljenog spoja, što se najčešće odnosi na promenu vlažnosti okoline i samog drveta.
Faktori dobrog lepljenog spoja uključuju: stepen i način penetracije lepka u drvo, hrapavost drveta, višepolimernu strukturu ćelijskog zida i varijabilnost drveta. Horioka ilustruje pojave u lepljenom spoju i faze lepljenog spoja praveći analogiju sa karikama lanca, gde svaka karika predsatavlja jednu fazu lepljenog spoja. Lepljeni spoj puca po najslabijoj karici a to može da bude bilo gde. Iako su različita međudejstva važna, dubina i način prodiranja lepka u drvo igra jednu od najvažnijih uloga (slika 3).
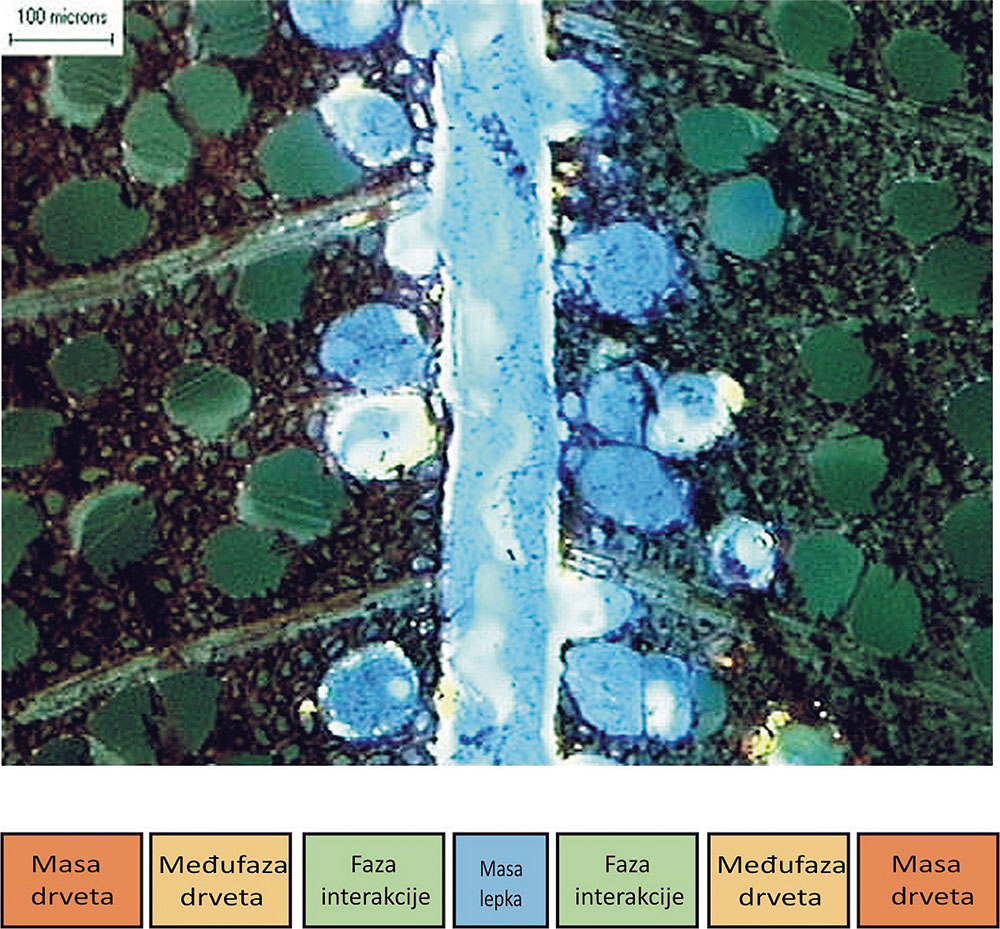
Slika 3: Mikroskopski snimak lepljnog spoja, svaka od navedenih faza predstavlja kariku lanca po kojoj može da nastane lom
Lepak ne sme da prodre u drvo ni premalo ni previše, što je problem koji se ne javlja kod neporoznih materijala. Za lepljenje, prodiranje u lumene ćelija zavisi od kontaktnog ugla lepka, i viskoziteta faze mase lepka (lepljenog spoja pre očvršćavanja), dok prodiranje lepka u ćelijski zid, zavisi od molarne mase lepka odnosno stepena njegove kondenzacije u toku proizvodnje. Ta polikondenzacija se nastavlja u toku vremena i zato lepkovi imaju rok trajanja koji se ne sme prekoračiti, jer tada molekuli postaju preveliki da prodru u ćejilski zid i da ga stabilizuju. Kvalitet obrađene površine drveta pre lepljenja igra važniju ulogu nego kod neporoznih materijala i bitno utiče na kontaktni ugao. Jedan od jednostavnih testova pogodnosti površine drveta za lepljenje ili inaktivacije površine drveta pod dejstvom tečnosti je water drop test. Kap vode se ispusti na površinu drveta; upijanje mora da počne u toku od 60 sekundi i potpuno da upije u drvo u toku od 60 minuta, pri čemu se ne računa eventualno isparavanje (slika 4).
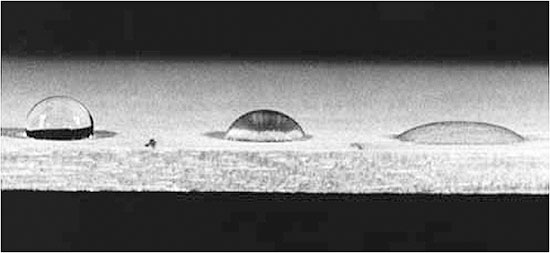
Slika 4: Testiranje površine drveta: water drop test
Osnovni parametri režima lepljenja masivnog drveta
Režim lepljenja masivnog drveta obuhvata sledeće osnovne parametre:
• vlažnost drveta
• količinu nanosa lepka
• specifični pritisak presovanja
• vreme presovanja
• način i kvalitet obrađene površine drveta
• temperature lepka i radnog prostora
• otvoreno i zatvoreno vreme lepljenja
Prethodno su nabrojani samo osnovni parametri režima lepljenja. Kada se tome doda varijabilnost strukture drveta, i međuzavisnost svih ovih faktora, postaje jasno zašto je proces lepljenja toliko složen, iako na prvi pogled izgleda jednostavan. To se najbolje vidi kasnije, u toku eksploatacije proizvoda ili posle ispitivanja lepljenog spoja.
Ispitivanje inženjerskih proizvoda od masivnog drveta
Pre ispitivanja gotovog proizvoda, na primer furnirske ploče ili ploče od masivnog drveta, potrebno je da se optimizuju i stabilizuju svi prethodno nabrojani parametri režima presovanja. Tada je velika verovatnoća da će proizvod proći rigorozne uslove testiranja. Samo kada je u pitanju čvrstoća lepljenog spoja, naša praksa je dokazala složenost ovog procesa i da je metod pokušaja i ispravljanja greške prevaziđen.
Ispitivanja lepljenih spojeva kod inžnjerskih proizvoda od masivnog drveta pokazala su da teorija da je lepljeni spoj dobar samo onda kada pucanje nastaje po drvetu „jer je tada lepljeni spoj čvršći od drveta” nije uvek tačna. Naime, lom po drvetu može da nastane i pri manjim silama nego što je sama čvrstoća drveta, jer su nastali neki defekti ili u procesu sušenja drveta ili u procesu obrade i pripreme za lepljenje, ili sve faze gore pomenutog lanca nisu čvrste pa je spoj pukao po najslabijoj karici (slike 5 i 6).
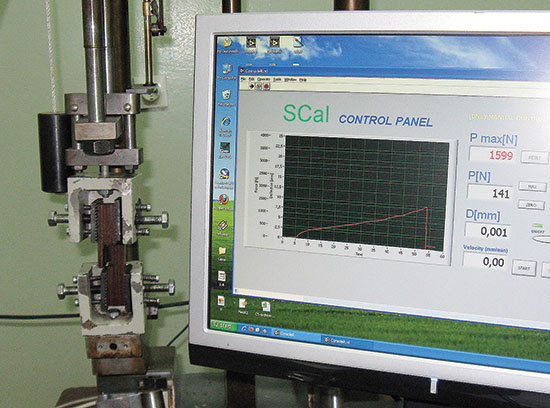
Slika 5: Snimak loma na automatskoj mašini za testiranje furnirske ploče prema EN standard

Slika 6: Izgled loma furnirske ploče po sloju drveta (gore) pri manjoj sili loma nego pri kombinovanom lomu (dole) (foto: Zdravković)
S druge strane, kod ispitivanja ploča od masivnog drveta, često se dešava da ploče ne zadovoljavaju osnovne kriterijume propisane EN standardima, baš zbog nepoštovanja tehnologije lepljenja drveta. Ispitavanja se vrše na dovoljnom broju uzoraka da se potvrdi sve što je ovde, samo u informativnom pogledu, rečeno o osnovama lepljenja ovih proizvoda (slike 7. i 8).
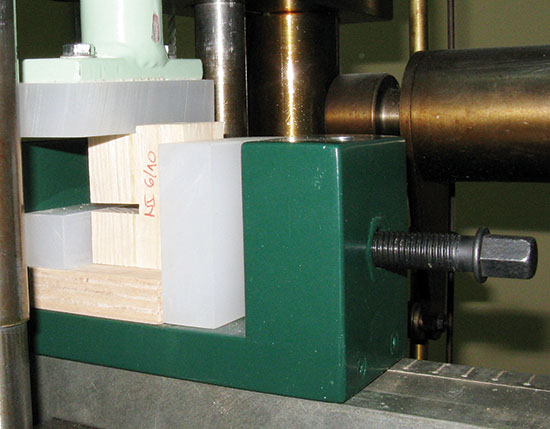
Slika 7: Alat sa postavljenim uzorkom ploče od masivnog drveta na automatskoj mašini za ispitivanje prema EN standardu (foto: Zdravković)
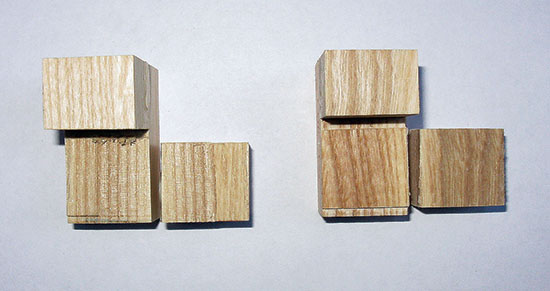
Slika 8: Izgled loma uzorka ploče od masivnog drveta po drvetu (levo) i loma po sloju lepka (desno) – nijedan uzorak ne zadovoljava uslove EN testa
Ako se svemu prethodno rečenom o složenosti lepljenja ovako jednostavnih proizvoda, prema EN normama, da bi lepaljeni spoj bio klasifikovan kao vodootporan, u zavisnosti od vrste lepka, vrši se predtretman pre stavljanja uzoraka u mašinu za testiranje (on može da znači potapanje uzoraka u vodu u trajanju od 24 h ili više, kuvanje uzoraka i izlaganje struji vrelog vazduha, ponovno potapanje u hladnu vodu…) pa tek onda lepljeni spoj mora da izdrži propisanu silu kidanja.
Inženjerski proizvod od masivnog drveta se baš tako i zove jer je namenjen oštrim uslovima u eksploataciji, i zato mora da bude izložen oštrim predtretmanima pre testiranja, da bi bili sigurni da se razaranje lepljenog spoja neće desiti kada je najmanje poželjno, u eksploataciji, na primer kod konstrukcija koje trpe bilo koju vrstu opterećenja.
Tekst objavljen u časopisu DRVOtehnika, april 2017.

.gif)





